题目内容
12.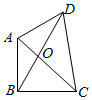 如图,已知平面四边形ABCD,AB⊥BC,AB=BC=AD=2,CD=3,AC与BD交于点O,记I1=$\overrightarrow{OA}$•$\overrightarrow{OB}$,I2=$\overrightarrow{OB}$•$\overrightarrow{OC}$,I3=$\overrightarrow{OC}$•$\overrightarrow{OD}$,则( )
如图,已知平面四边形ABCD,AB⊥BC,AB=BC=AD=2,CD=3,AC与BD交于点O,记I1=$\overrightarrow{OA}$•$\overrightarrow{OB}$,I2=$\overrightarrow{OB}$•$\overrightarrow{OC}$,I3=$\overrightarrow{OC}$•$\overrightarrow{OD}$,则( )| A. | I1<I2<I3 | B. | I1<I3<I2 | C. | I3<I1<I2 | D. | I2<I1<I3 |
分析 根据向量数量积的定义结合图象边角关系进行判断即可.
解答 解:∵AB⊥BC,AB=BC=AD=2,CD=3,
∴AC=2$\sqrt{2}$,
∴∠AOB=∠COD>90°,
由图象知OA<OC,OB<OD,
∴0>$\overrightarrow{OA}$•$\overrightarrow{OB}$>$\overrightarrow{OC}$•$\overrightarrow{OD}$,$\overrightarrow{OB}$•$\overrightarrow{OC}$>0,
即I3<I1<I2,
故选:C.
点评 本题主要考查平面向量数量积的应用,根据图象结合平面向量数量积的定义是解决本题的关键.

练习册系列答案
相关题目
7.若将函数y=2cos(2x-$\frac{π}{3}$)的图象向右平移$\frac{1}{4}$个周期后,所得图象对应的函数为( )
| A. | $y=2sin(2x-\frac{π}{4})$ | B. | $y=2sin(2x-\frac{π}{3})$ | C. | $y=2sin(2x+\frac{π}{4})$ | D. | $y=2sin(2x+\frac{π}{3})$ |
4.为了监控某种零件的一条生产线的生产过程,检验员每天从该生产线上随机抽取16个零件,并测量其尺寸(单位:cm).根据长期生产经验,可以认为这条生产线正常状态下生产的零件的尺寸服从正态分布N(μ,σ2).
(1)假设生产状态正常,记X表示一天内抽取的16个零件中其尺寸在(μ-3σ,μ+3σ)之外的零件数,求P(X≥1)及X的数学期望;
(2)一天内抽检零件中,如果出现了尺寸在(μ-3σ,μ+3σ)之外的零件,就认为这条生产线在这一天的生产过程可能出现了异常情况,需对当天的生产过程进行检查.
(ⅰ)试说明上述监控生产过程方法的合理性;
(ⅱ)下面是检验员在一天内抽取的16个零件的尺寸:
经计算得$\overline{x}$=$\frac{1}{16}\sum_{i=1}^{16}{x_i}$=9.97,s=$\sqrt{\frac{1}{16}\sum_{i=1}^{16}({x}_{i}-\overline{x})^{2}}$=$\sqrt{\frac{1}{16}(\sum_{i=1}^{16}{{x}_{i}}^{2}-16{\overline{x}}^{2})}$≈0.212,其中xi为抽取的第i个零件的尺寸,i=1,2,…,16.
用样本平均数$\overline{x}$作为μ的估计值$\hat μ$,用样本标准差s作为σ的估计值$\hat σ$,利用估计值判断是否需对当天的生产过程进行检查?剔除($\hat μ$-3$\hat σ,\hat μ$+3$\hat σ$)之外的数据,用剩下的数据估计μ和σ(精确到0.01).
附:若随机变量Z服从正态分布N(μ,σ2),则P(μ-3σ<Z<μ+3σ)=0.9974,0.997416≈0.9592,$\sqrt{0.008}$≈0.09.
(1)假设生产状态正常,记X表示一天内抽取的16个零件中其尺寸在(μ-3σ,μ+3σ)之外的零件数,求P(X≥1)及X的数学期望;
(2)一天内抽检零件中,如果出现了尺寸在(μ-3σ,μ+3σ)之外的零件,就认为这条生产线在这一天的生产过程可能出现了异常情况,需对当天的生产过程进行检查.
(ⅰ)试说明上述监控生产过程方法的合理性;
(ⅱ)下面是检验员在一天内抽取的16个零件的尺寸:
| 9.95 | 10.12 | 9.96 | 9.96 | 10.01 | 9.92 | 9.98 | 10.04 |
| 10.26 | 9.91 | 10.13 | 10.02 | 9.22 | 10.04 | 10.05 | 9.95 |
用样本平均数$\overline{x}$作为μ的估计值$\hat μ$,用样本标准差s作为σ的估计值$\hat σ$,利用估计值判断是否需对当天的生产过程进行检查?剔除($\hat μ$-3$\hat σ,\hat μ$+3$\hat σ$)之外的数据,用剩下的数据估计μ和σ(精确到0.01).
附:若随机变量Z服从正态分布N(μ,σ2),则P(μ-3σ<Z<μ+3σ)=0.9974,0.997416≈0.9592,$\sqrt{0.008}$≈0.09.