题目内容
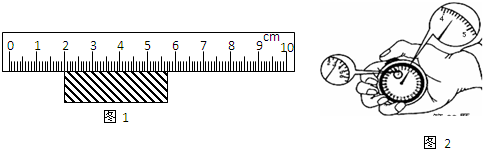
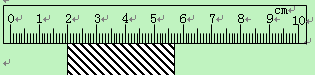
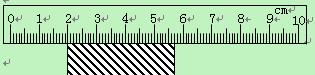
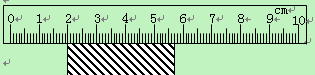
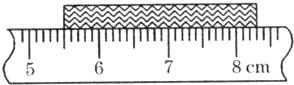
如图是小明用刻度尺测量一条形金属片长度的情形,该刻度尺的分度值与金属片的长度分别是________、________.为减小测量误差,你采取的措施为:________.
1mm 2.80cm 多次测量取平均值
分析:(1)在读数前,首先要确定刻度尺零刻线和分度值,然后再读出金属片的长度.
(2)误差的产生原因一般有这几个方面:
人为因素,即由于人为因素所造成的误差,包括误读、误算和视差等;
量具因素,即由于量具因素所造成的误差,包括刻度误差、磨耗误差及使用前未经校正等因素;
力量因素,即由于测量时所使用接触力或接触所造成挠曲的误差;
测量因素,即测量时,因仪器设计或摆置不良等所造成的误差;
环境因素,即测量时受环境或场地之不同,可能造成的误差有热变形误差和随机误差为最显着.
解答:(1)由图可知,在(5~6)cm之间由10个格,那么每一个小格就是1mm,即该刻度尺的分度值;
从图中可看出,测量的起始刻度不是零刻度,而是5.50cm的刻线,金属片末端对着的刻度线为8.30cm,
所以金属片的长度即为两刻度值差L=8.30cm-5.50cm=2.80cm.
(2)测量产生误差的因素有很多,但误差不能避免,只能尽力减小,常用的办法就是进行多次测量求一个平均值,这个值与真实值之间的差别将会更小;
故答案为:1mm,2.80cm;多次测量取平均值.
点评:若测量的起始刻度不是零刻度线,被测物体的长度应为两端对应的刻度值之差,在进行精确测量时,应估读到分度值的下一位.减小误差的方法一般要从产生误差的因素去考虑,多次测量求平均值是常用的方法.
分析:(1)在读数前,首先要确定刻度尺零刻线和分度值,然后再读出金属片的长度.
(2)误差的产生原因一般有这几个方面:
人为因素,即由于人为因素所造成的误差,包括误读、误算和视差等;
量具因素,即由于量具因素所造成的误差,包括刻度误差、磨耗误差及使用前未经校正等因素;
力量因素,即由于测量时所使用接触力或接触所造成挠曲的误差;
测量因素,即测量时,因仪器设计或摆置不良等所造成的误差;
环境因素,即测量时受环境或场地之不同,可能造成的误差有热变形误差和随机误差为最显着.
解答:(1)由图可知,在(5~6)cm之间由10个格,那么每一个小格就是1mm,即该刻度尺的分度值;
从图中可看出,测量的起始刻度不是零刻度,而是5.50cm的刻线,金属片末端对着的刻度线为8.30cm,
所以金属片的长度即为两刻度值差L=8.30cm-5.50cm=2.80cm.
(2)测量产生误差的因素有很多,但误差不能避免,只能尽力减小,常用的办法就是进行多次测量求一个平均值,这个值与真实值之间的差别将会更小;
故答案为:1mm,2.80cm;多次测量取平均值.
点评:若测量的起始刻度不是零刻度线,被测物体的长度应为两端对应的刻度值之差,在进行精确测量时,应估读到分度值的下一位.减小误差的方法一般要从产生误差的因素去考虑,多次测量求平均值是常用的方法.

练习册系列答案
 名校课堂系列答案
名校课堂系列答案
相关题目
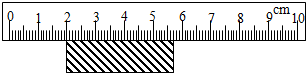 如图,小明用刻度尺测物体的长度,此刻度尺的分度值是
如图,小明用刻度尺测物体的长度,此刻度尺的分度值是